







ERW325x14 സ്റ്റീൽ ട്യൂബ് മെഷീൻ;ZTFIV;ZTZG
വിവരണം
ERW ട്യൂബ് മില്ലിനെ ഹൈ-ഫ്രീക്വൻസി രേഖാംശ വെൽഡഡ് പൈപ്പ് പ്രൊഡക്ഷൻ ലൈൻ എന്നും വിളിക്കുന്നു. പ്ലെയിൻ കാർബൺ സ്റ്റീൽ, ഉയർന്ന കരുത്തുള്ള സ്റ്റീൽ തുടങ്ങിയ ഹോട്ട്-റോൾഡ് അല്ലെങ്കിൽ കോൾഡ്-റോൾഡ് സ്ട്രിപ്പ് കോയിലുകളാണ് അനുയോജ്യമായ വസ്തുക്കൾ.
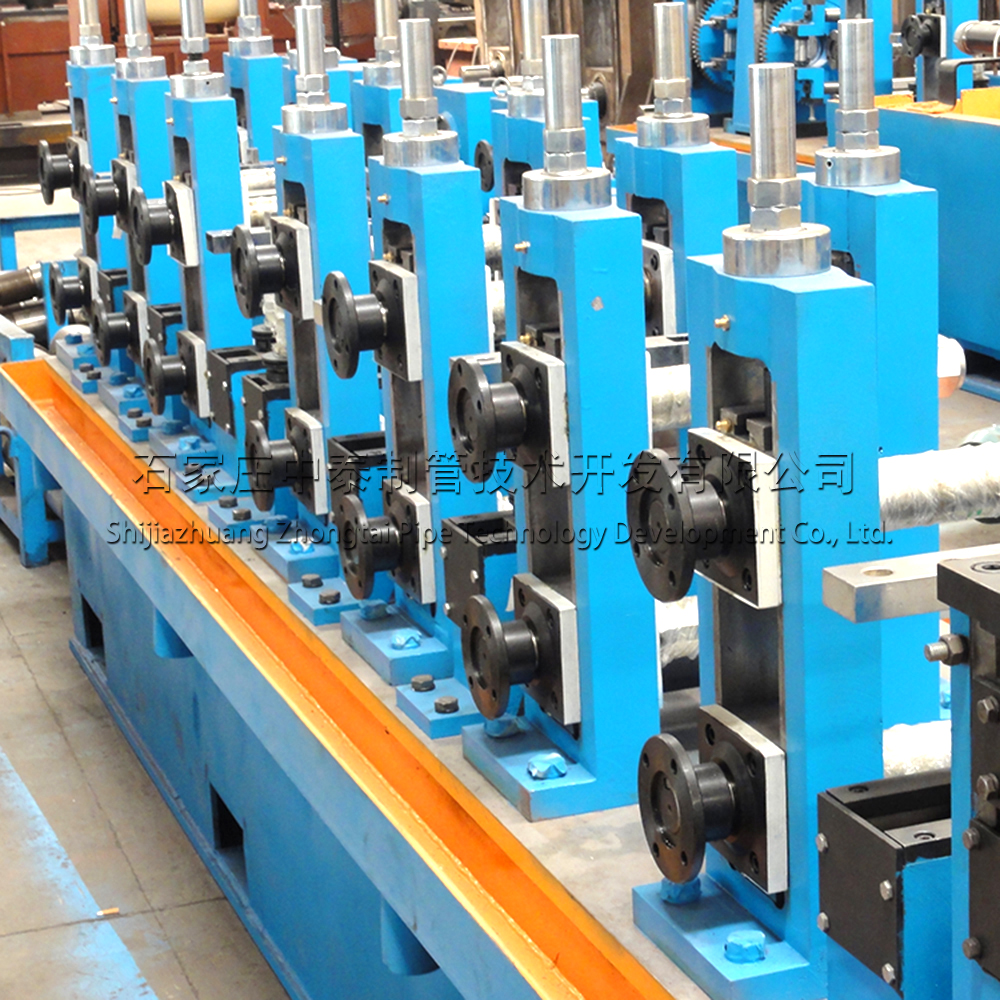
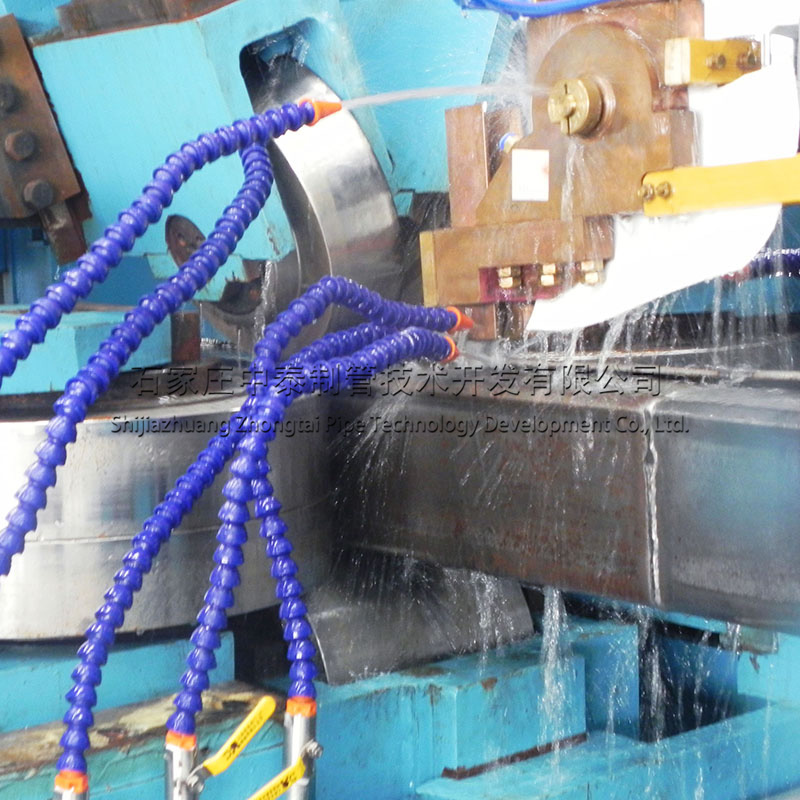
അൺകോയിലർ ഉപയോഗിച്ച് സ്ട്രിപ്പ് സ്റ്റീൽ അൺറോൾ ചെയ്യുന്നു, തുടർന്ന് ഷിയർ ബട്ട് വെൽഡിംഗ് മെഷീനിലൂടെ കടന്നുപോയ ശേഷം അക്യുമുലേറ്റർ സ്റ്റോറേജിലേക്ക് പ്രവേശിക്കുന്നു. സ്ട്രിപ്പ് സ്റ്റീൽ റോളറുകൾ ഉപയോഗിച്ച് എക്സ്ട്രൂഡ് ചെയ്ത് രണ്ട് ഭാഗങ്ങളായി തിരിച്ചിരിക്കുന്നു: ബ്രേക്ക്-ഡൗൺ സെക്ഷൻ, ഫൈൻ പാസ് സെക്ഷൻ. ഉയർന്ന ഫ്രീക്വൻസി ഇൻഡക്ഷൻ വെൽഡിങ്ങിനും സൈസിംഗ് ഭാഗത്തിനും ശേഷം, ആവശ്യമായ പൈപ്പ് നീളം ഔട്ട്പുട്ട് ചെയ്യുന്നു, ഫ്ലൈയിംഗ് സോ ഉപയോഗിച്ച് മുറിച്ച്, ഒടുവിൽ സ്റ്റീൽ പൈപ്പ് സ്റ്റാക്ക് ചെയ്ത് പായ്ക്ക് ചെയ്യുന്നു. സ്റ്റീൽ സ്ട്രിപ്പുകൾ പൈപ്പുകളിലേക്ക് തുടർച്ചയായി വെൽഡിംഗ് ചെയ്യുന്നതിനുള്ള ഒരു സമഗ്രമായ സമ്പൂർണ്ണ പ്രൊഡക്ഷൻ ലൈനാണ് ഈ പ്രൊഡക്ഷൻ ലൈൻ,പ്രധാനമായും അടങ്ങിയിരിക്കുന്നത് അൺകോയിലർ, ഷിയർ & എൻഡ് വെൽഡർ, അക്യുമുലേറ്റർ, രൂപപ്പെടുത്തലും വലുപ്പം മാറ്റലും യന്ത്രം, എച്ച്എഫ് വെൽഡർ, പറക്കുന്ന വാൾ, സ്റ്റാക്കിംഗ് & പാക്കിംഗ് മെഷീൻ.
സ്റ്റീൽ പൈപ്പുകൾക്ക് പ്രത്യേക ഉദ്ദേശ്യങ്ങളോ ആവശ്യകതകളോ ഉണ്ടെങ്കിൽ, ഹൈഡ്രോളിക് ടെസ്റ്റിംഗ് മെഷീൻ, ഇന്റർമീഡിയറ്റ് ഫ്രീക്വൻസി അനീലിംഗ് മെഷീൻ, അൾട്രാസോണിക് പിഴവ് കണ്ടെത്തൽ യന്ത്രം തുടങ്ങിയ പരിശോധനാ ഉപകരണങ്ങൾ ചേർക്കേണ്ടത് ആവശ്യമാണ്.


ഉയർന്ന ഫ്രീക്വൻസി വെൽഡഡ് പൈപ്പ് പ്രൊഡക്ഷൻ ലൈൻ പ്രധാനമായും ഉപയോഗിക്കുന്നത് നേരായ സീം വെൽഡഡ് പൈപ്പിന്റെ തുടർച്ചയായ ഉൽപാദനത്തിനാണ്. ഇത് ഉയർന്ന ഫ്രീക്വൻസി ഇൻഡക്ഷൻ വെൽഡിംഗ് സ്വീകരിക്കുന്നു, ഇത് വൃത്താകൃതിയിലുള്ള പൈപ്പ് മാത്രമല്ല, അനുബന്ധ ചതുര പൈപ്പും പ്രത്യേക ആകൃതിയിലുള്ള പൈപ്പുകളും ഉത്പാദിപ്പിക്കാൻ കഴിയും. വിവിധ ഇരുമ്പ് പൈപ്പുകൾ, നിർമ്മാണ പൈപ്പുകൾ, ഘടനാപരമായ പൈപ്പുകൾ, ജല പൈപ്പുകൾ, എണ്ണ പൈപ്പുകൾ, API പൈപ്പുകൾ മുതലായവയുടെ നിർമ്മാണത്തിനാണ് ഹൈ-ഫ്രീക്വൻസി പൈപ്പ് വെൽഡിംഗ് മെഷീൻ പ്രധാനമായും ഉപയോഗിക്കുന്നത്.
Tസാങ്കേതിക പ്രവാഹം
മുകളിലേക്ക് സ്ക്രോൾ ചെയ്യുന്നു → അൺകോയിലിംഗ് → ഷിയർ ആൻഡ് വെൽഡിംഗ് → സ്പൈറൽ അക്യുമുലേറ്റർ → ഫോമിംഗ് → HF ഇൻഡക്ഷൻ വെൽഡിംഗ് → എക്സ്റ്റേണൽ ബർ റിമൂവിംഗ് → കൂളിംഗ് → സൈസിംഗ് → ഫ്ലൈയിംഗ് സോ → റൺ ഔട്ട് ടേബിൾ → ഇൻസ്പെക്റ്റിംഗ് → പാക്കിംഗ് → വെയർഹൗസ്
Fഓർമിംഗ് പ്രക്രിയ
| വൃത്താകൃതിയിലുള്ള പൈപ്പ് | കോൾഡ് റോൾ രൂപീകരണ പ്രക്രിയ | നല്ല റോളർ ഡിസൈൻ |
| ZTF രൂപീകരണ പ്രക്രിയ | ഇലക്ട്രിക് കൺട്രോൾ ക്രമീകരണത്തിലൂടെ റോളറിന്റെ വിലയിൽ കുറഞ്ഞത് 60% ലാഭിക്കാം. കൂടുതൽ വായിക്കുക | |
| Sചതുരം& ചതുരാകൃതിയിലുള്ള ട്യൂബ്
| പൊതുവായ റൗണ്ട്-ടു-സ്ക്വയർ പ്രക്രിയ | സ്ഥിരതയുള്ള രൂപീകരണ പ്രക്രിയ |
| വൃത്താകൃതി-to-സമചതുരം തുർക്കിയുടെ തലയുമായി | നല്ല പൈപ്പ് നിലവാരം | |
| നേരിട്ടുള്ള പ്രക്രിയചതുരം-to-സമചതുരം(ഡി.എസ്.എസ്) | Oഇലക്ട്രിക് നിയന്ത്രണവും ഓട്ടോമാറ്റിക് ക്രമീകരണവുമുള്ള എല്ലാ ട്യൂബുകളും നിർമ്മിക്കാൻ ഒരു സെറ്റ് റോളറിന് കഴിയില്ല. കൂടുതൽ വായിക്കുക |
വെൽഡഡ് പൈപ്പ് പ്രൊഡക്ഷൻ ലൈനിന്റെ അടിസ്ഥാന സാങ്കേതിക വിവരങ്ങൾ
| ഉൽപ്പന്നവും വിളവും | വൃത്താകൃതിയിലുള്ള പൈപ്പ് | 140 (140)മില്ലീമീറ്റർ-325 325മില്ലീമീറ്റർ കനം:4.0 ഡെവലപ്പർമില്ലീമീറ്റർ-12.7 12.7 жалковаmm |
| ചതുര & ദീർഘചതുര ട്യൂബ് | 90മില്ലീമീറ്റർ×90മി.മീ -250 മീറ്റർമില്ലീമീറ്റർ×250 മീറ്റർമില്ലീമീറ്റർ കനം:4.0 ഡെവലപ്പർമില്ലീമീറ്റർ-12.0mm | |
| നീളം | 6m-12മീറ്റർ നീളം സഹിഷ്ണുത: ±3മിമി | |
| ഉൽപാദന വേഗത | 40മീ/മിനിറ്റ് | |
| ഉൽപ്പാദന ശേഷി | 55,000 ടൺ/വർഷം | |
| ഉപഭോഗം | മിൽ സ്ഥാപിത ശേഷി | 430 കിലോവാട്ട് |
| ലൈൻ ഏരിയ | 130 (130)മീ(നീളം) ×11മീ (വീതി) | |
| ജോലിക്കാരൻ | 6-8 തൊഴിലാളികൾ | |
| അസംസ്കൃത വസ്തു | മെറ്റീരിയൽ | കാർബൺ സ്റ്റീൽ കോയിൽ Q235B(ASTM GR)·D,σ230) (അക്ഷരം) |
| വീതി | 440 (440)മില്ലീമീറ്റർ-1025മില്ലീമീറ്റർ കനം:4.0 ഡെവലപ്പർമില്ലീമീറ്റർ-12.7 12.7 жалковаmm | |
| കോയിൽ ഐഡി | 610-700 മി.മീ | |
| കോയിൽ OD | പരമാവധി2000മി.മീ | |
| കോയിൽ വെയ്റ്റ് | 15.0ടൺ |
പ്രയോജനം
ഉപകരണ ഗുണങ്ങൾ:
വൃത്താകൃതിയിലുള്ള പൈപ്പ് നിർമ്മിക്കുമ്പോൾ, അതിന് ZTF രൂപീകരണ സാങ്കേതികവിദ്യ പ്രയോജനപ്പെടുത്താം.
ചതുരാകൃതിയിലുള്ളതും ചതുരാകൃതിയിലുള്ളതുമായ ട്യൂബ് നിർമ്മിക്കുമ്പോൾ, അതിന് നേരിട്ട് ചതുര-ചതുര (DSS) സാങ്കേതികത ഉപയോഗിക്കാൻ കഴിയും.
ഉൽപ്പന്നങ്ങൾ:വാസ്തുവിദ്യാ ഘടന പൈപ്പുകൾ, API പൈപ്പുകൾ, ടവർ ഫൂട്ടിംഗ് ട്യൂബുകൾ, ഓട്ടോമൊബൈൽ ബീം സ്റ്റീൽ പൈപ്പ്, മറ്റ് ഉൽപ്പന്നങ്ങൾ.
കൂടുതൽ ഉൽപ്പന്നങ്ങൾ



| ERW ട്യൂബ് മിൽ ലൈൻ | |||||
| മോഡൽ | Rഓവർ പൈപ്പ് mm | സമചതുരംപൈപ്പ് mm | കനം mm | വർക്കിംഗ് സ്പീഡ് മീ/മിനിറ്റ് | |
| ERW20 | എഫ്8-എഫ്20 | 6x6-15×15 | 0.3-1.5 | 120 | കൂടുതൽ വായിക്കുക |
| ERW32 | എഫ്10-എഫ്32 | 10×10-25×25 | 0.5-2.0 | 120 | |
| ERW50 | എഫ്20-എഫ്50 | 15×15-40×40 | 0.8-3.0 | 120 | |
| ERW76 | എഫ്32-എഫ്76 | 25×25-60×60 | 1.2-4.0 | 120 | |
| ഇആർഡബ്ല്യു89 | എഫ്42-എഫ്89 | 35×35-70×70 | 1.5-4.5 | 110 (110) | |
| ഇആർഡബ്ല്യു114 | എഫ്48-എഫ്114 | 40×40-90×90 | 1.5-4.5 | 65 | |
| ERW140 ഡെവലപ്മെന്റ് സിസ്റ്റം | എഫ്60-എഫ്140 | 50×50-110×110 | 2.0-5.0 | 60 | |
| ഇആർഡബ്ല്യു165 | എഫ്76-എഫ്165 | 60×60-130×130 | 2.0-6.0 | 50 | |
| ERW219 ഡെവലപ്മെന്റ് സിസ്റ്റം | എഫ്89-എഫ്219 | 70×70-170×170 | 2.0-8.0 | 50 | |
| ഇആർഡബ്ല്യു273 | എഫ്114-എഫ്273 | 90×90-210×210 | 3.0-10.0 | 45 | |
| ERW325 | എഫ്140-എഫ്325 | 110×110-250×250 | 4.0-12.7 | 40 | |
| ERW377 | എഫ്165-എഫ്377 | 130×130-280×280 | 4.0-14.0 | 35 | |
| ഇആർഡബ്ല്യു406 | എഫ്219-എഫ്406 | 170×170-330×330 | 6.0-16.0 | 30 | |
| ഇആർഡബ്ല്യു508 | എഫ്273-എഫ്508 | 210×210-400×400 | 6.0-18.0 | 25 | കൂടുതൽ വായിക്കുക |
| ഇആർഡബ്ല്യു660 | എഫ്325-എഫ്660 | 250×250-500×500 | 6.0-20.0 | 20 | കൂടുതൽ വായിക്കുക |
| ERW720 ഡെവലപ്മെന്റ് സിസ്റ്റം | എഫ്355-എഫ്720 | 300×300-600×600 | 6.0-22.0 | 20 | കൂടുതൽ വായിക്കുക |
| സ്റ്റെയിൻലെസ് സ്റ്റീൽ പൈപ്പ് പ്രൊഡക്ഷൻ ലൈൻ | |||||
| മോഡൽ | Rഓവർ പൈപ്പ് mm | സമചതുരംപൈപ്പ് mm | കനം mm | പ്രവർത്തന വേഗത മീ/മിനിറ്റ് | |
| എസ്എസ്25 | Ф6-Ф25 | 5×5-20×20 | 0.2-0.8 | 10 | കൂടുതൽ വായിക്കുക |
| എസ്എസ്32 | Ф6-Ф32 | 5×5-25×25 | 0.2-1.0 | 10 | കൂടുതൽ വായിക്കുക |
| എസ്എസ്51 | Ф9-Ф51 | 7×7-40×40 | 0.2-1.5 | 10 | കൂടുതൽ വായിക്കുക |
| എസ്എസ്64 | Ф12-Ф64 | 10×10-50×50 | 0.3-2.0 | 10 | കൂടുതൽ വായിക്കുക |
| എസ്എസ്76 | Ф25-Ф76 | 20×20-60×60 | 0.3-2.0 | 10 | കൂടുതൽ വായിക്കുക |
| എസ്എസ്114 | Ф38-Ф114 (അഞ്ചാം ക്ലാസ്) | 30×30-90×90 | 0.4-2.5 | 10 | കൂടുതൽ വായിക്കുക |
| എസ്എസ്168 | Ф76-Ф168 (അറബിക്) | 60×60-130×130 | 1.0-3.5 | 10 | കൂടുതൽ വായിക്കുക |
| എസ്എസ്219 | Ф114-Ф219 प्रविती 219 | 90×90-170×170 | 1.0-4.0 | 10 | കൂടുതൽ വായിക്കുക |
| എസ്എസ്325 | Ф219-Ф325 325 | 170×170-250×250 | 2.0-8.0 | 3 | കൂടുതൽ വായിക്കുക |
| എസ്എസ്426 | Ф219-Ф426 | 170×170-330×330 | 3.0-10.0 | 3 | കൂടുതൽ വായിക്കുക |
| എസ്എസ്508 | Ф273-Ф508 अनुक्ष | 210×210-400×400 | 4.0-12.0 | 3 | കൂടുതൽ വായിക്കുക |
| എസ്എസ്862 | Ф508 अनुक्ष-Ф862 समानिका 862 समानी 862 | 400×400-600×600 | 6.0-16.0 | 2 | കൂടുതൽ വായിക്കുക |
അനുബന്ധഉൽപ്പന്നങ്ങൾ
-

ട്യൂബ് മിൽർഡബ്ല്യു114 എച്ച്എഫ് സ്ട്രെയിറ്റ് വെൽഡഡ് പൈപ്പ് പ്രൊഡ്യൂ...
-

φ140×7 എണ്ണ & വാതക ഗതാഗത (API) പൈപ്പ്...
-

φ219×10 എണ്ണ & വാതക ഗതാഗതം (API) പൈപ്പ്...
-

ട്യൂബ് മിൽ φ165×8 എണ്ണ & വാതക ഗതാഗതം ...
-

ERW273x12.7 സ്റ്റീൽ ട്യൂബ് മെഷീൻ;ZTFIV;ZTZG
-

ERW ട്യൂബ് മിൽ റോളറുകൾ രൂപപ്പെടുത്തുന്നു
-

ട്യൂബ് മിൽ200x200x8 ഡയറക്ട് സ്ക്വയർ ഫോർമിംഗ് ട്യൂബ് എം...




